

 手机官网
手机官网
联系诚宏丰
- 电话:
131-8271-1383
- 邮箱:
szblclqp@126.com
- 地址:
江阴市周庄镇砂山大道155号

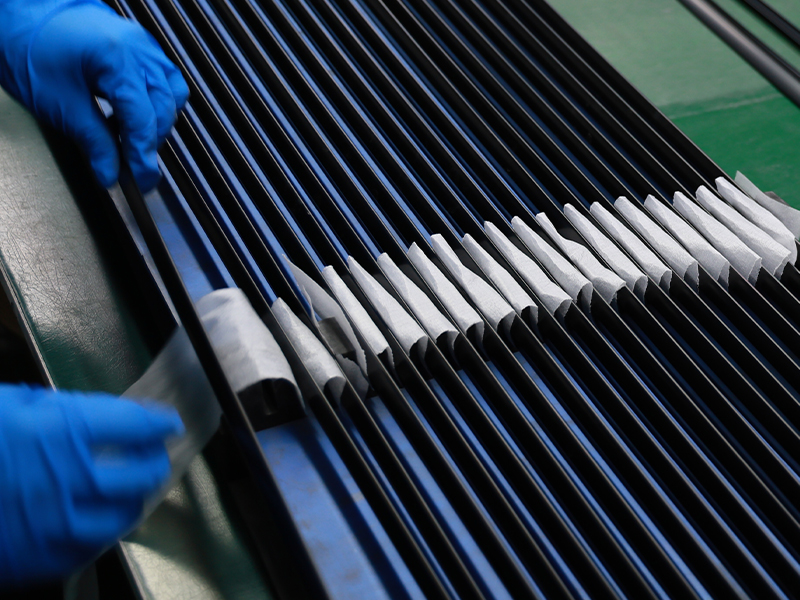
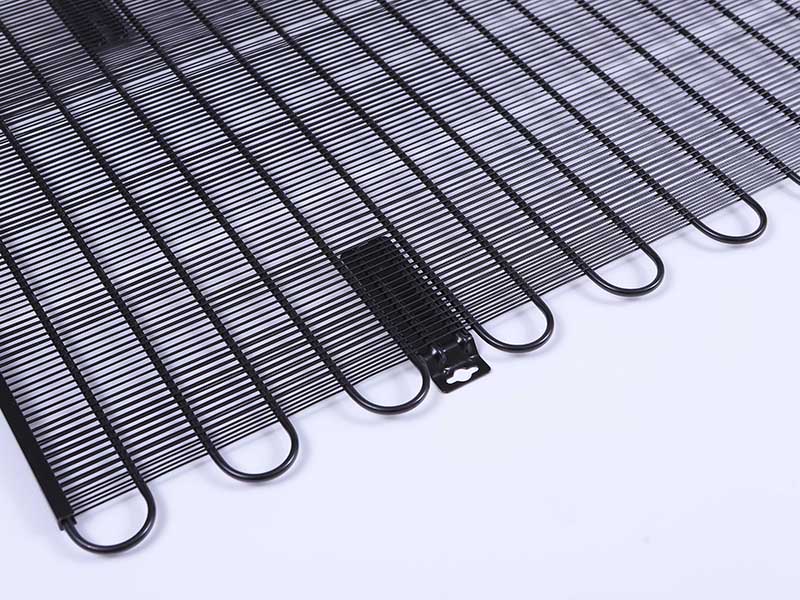
粉末浸涂后的工件出现局部掉粉,说明涂层附着力不够或施工环节存在问题。要解决这一问题,可以从以下几个方面排查和改进:
1. 检查金属基材表面
表面油污或灰尘残留:金属表面若未彻底清洁,会导致涂层无法牢固附着。
锈蚀或氧化膜:局部锈斑或氧化膜会妨碍涂层结合,引发掉粉。
解决方法:
彻底清洁和脱脂,必要时进行磷化或化学活化处理,提高涂层附着力。
2. 检查粉末涂料质量
粉末受潮或变质:受潮或过期的粉末会影响流平性和附着力。
颗粒大小不均:粉末粒径分布不均也可能导致局部涂层薄弱。
解决方法:
使用合格、储存良好的粉末材料,并确保粒径均匀。
定期检查粉末状态,避免使用受潮或受污染的粉末。
3. 检查施工工艺
涂层沉积不均:局部厚度过薄,附着力不足,容易掉粉。
固化温度或时间不够:涂层未完全固化时容易脱落。
解决方法:
调整浸涂参数,确保涂层均匀沉积。
确保烘烤温度和时间符合工艺规范。
4. 环境因素
高湿或低温施工:湿度过高或温度过低可能影响粉末吸附和附着力。
解决方法:
控制施工环境的温湿度,必要时进行干燥处理。
5. 综合处理建议
对掉粉区域进行局部修补,先清理表面,再重新浸涂和固化。
排查并优化表面处理、粉末材料和施工工艺,避免重复发生。
对关键零件先进行小批量试样验证改进效果,再大批量施工。
总结:
粉末浸涂局部掉粉通常是 表面处理不彻底、粉末质量问题或施工工艺不当 导致的。通过严格管理基材表面、粉末材料和施工工艺,并控制固化条件,可有效避免掉粉现象,提高涂层的附着力和耐用性。