

 手机官网
手机官网
联系诚宏丰
- 电话:
131-8271-1383
- 邮箱:
szblclqp@126.com
- 地址:
江阴市周庄镇砂山大道155号

在自行车制造领域,车架表面处理工艺直接影响产品的使用寿命和外观保持度。近年来,电泳工艺逐渐应用于高端自行车架的生产,与传统烤漆工艺形成鲜明对比。本文将从技术原理、实际表现和市场反馈三个维度,客观分析两种工艺在防锈性能方面的差异。
电泳工艺的技术特点
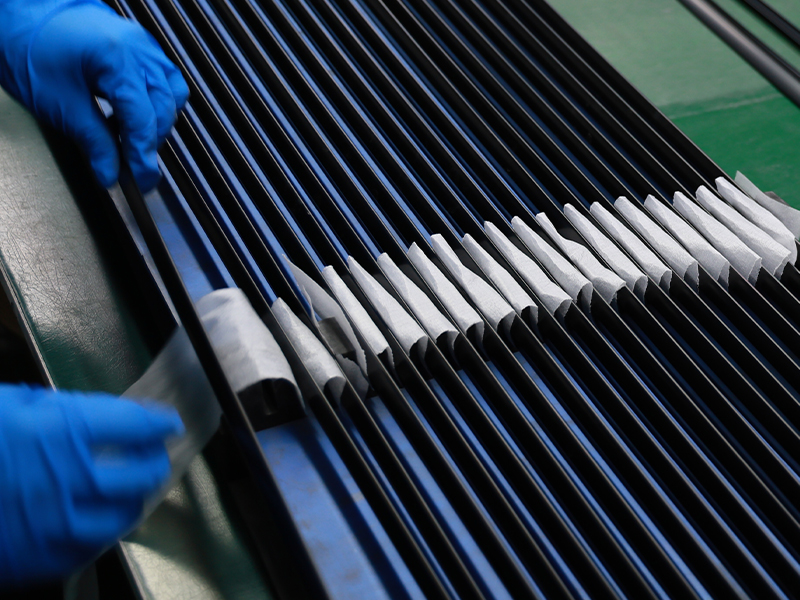
电泳涂装(Electrophoretic deposition)是一种将金属部件浸入带电涂料溶液中,通过电场作用使涂料均匀附着在金属表面的技术。该工艺始于20世纪60年代的汽车工业,现已被引入自行车制造领域。
电泳过程分为四个阶段:首先将车架浸入电泳槽,通直流电后涂料粒子在电场作用下定向移动;随后涂料粒子在车架表面沉积形成致密涂层;然后经过烘烤固化;*后形成均匀的保护层。这种工艺的*大优势是能够覆盖金属表面的每一个角落,包括传统喷涂难以到达的管材内部和焊接接缝处。
传统烤漆工艺的基本原理
传统烤漆工艺采用喷涂方式,将油漆通过喷枪雾化后附着在车架表面,随后经过高温烘烤固化。这种方法历史悠久,工艺成熟,在自行车行业应用广泛。
烤漆工艺的涂层厚度通常在30-60微米之间,外观效果多样,能够实现高光泽、哑光、金属质感等多种视觉效果。但由于是外部喷涂,对管材内部和复杂结构的覆盖能力相对有限,且涂层均匀性受操作人员技术影响较大。
防锈性能的机理对比
防锈性能的差异主要源于涂层结构和覆盖完整性。电泳涂层具有以下特点:
全方位覆盖:能够形成360度无死角的保护层,有效防止从内部开始的锈蚀
膜厚均匀:涂层厚度差异控制在±2微米以内,减少薄弱环节
优异附着力:涂料与金属基底形成化学键结合,不易剥落
边缘保护:对锐边、角落等易腐蚀部位有良好的覆盖性
相比之下,传统烤漆在复杂结构的覆盖均匀性、内部防锈和边缘保护方面存在一定局限。特别是当车架受到轻微撞击或刮擦时,烤漆层更容易从损伤处开始剥落,进而引发锈蚀。
实际使用环境中的表现差异
在不同使用环境下,两种工艺的防锈表现差异明显:
在潮湿环境中,电泳处理的车架显示出更强的抗腐蚀能力。盐雾试验数据显示,优质电泳涂层可达到800小时以上无红锈,而普通烤漆通常在300-500小时。
对于日常使用磨损,电泳层的抗刮擦性能优于多数烤漆。这是因为电泳涂料固化后形成的是热固性聚合物,硬度较高。但值得注意的是,电泳层通常作为底漆使用,表面仍需覆盖面漆保护,否则紫外线长期照射可能导致涂层粉化。
在化学腐蚀方面,电泳涂层对酸雨、路面融雪剂等有更好的耐受性。其致密的结构能有效阻隔腐蚀介质接触金属基底。
工艺成本与市场定位
电泳工艺的设备投入和生产成本高于传统烤漆,这直接影响了产品的市场定位。目前采用电泳工艺的自行车架主要出现在中高端市场,而入门级产品仍以烤漆为主。
生产流程上,电泳涂装需要经过12-15道工序,包括脱脂、磷化、电泳、烘烤等,整个处理过程需要3-4小时。传统烤漆则可缩短至2小时左右,且设备要求相对简单。
消费者选择建议
对于注重长期耐用性的消费者,电泳工艺车架是值得考虑的选择,特别是在潮湿或多盐环境使用的自行车。而对外观个性化要求较高、更换周期较短的消费者,传统烤漆产品可能更具性价比。
维护方面,无论采用何种工艺,定期清洁、避免硬物刮擦、存放于干燥环境都能有效延长车架寿命。对于电泳车架,特别要注意避免使用强酸强碱清洁剂,以免破坏涂层。
行业发展趋势
随着技术进步和成本优化,电泳工艺在自行车行业的渗透率逐步提升。一些制造商开始采用"电泳底漆+烤漆面层"的复合工艺,兼顾防锈性能和外观多样性。未来,新型电泳涂料的研发可能进一步缩小两种工艺的成本差距。
结语
电泳工艺自行车架在防锈性能上确实展现出技术优势,这种优势源于其独特的成膜机理和全覆盖特性。然而,工艺选择应综合考虑使用环境、预算和个人偏好等多重因素。了解两种技术的本质差异,有助于消费者做出更符合自身需求的选择,也体现了现代自行车制造技术的精进与多样性。