

 手机官网
手机官网
联系诚宏丰
- 电话:
131-8271-1383
- 邮箱:
szblclqp@126.com
- 地址:
江阴市周庄镇砂山大道155号

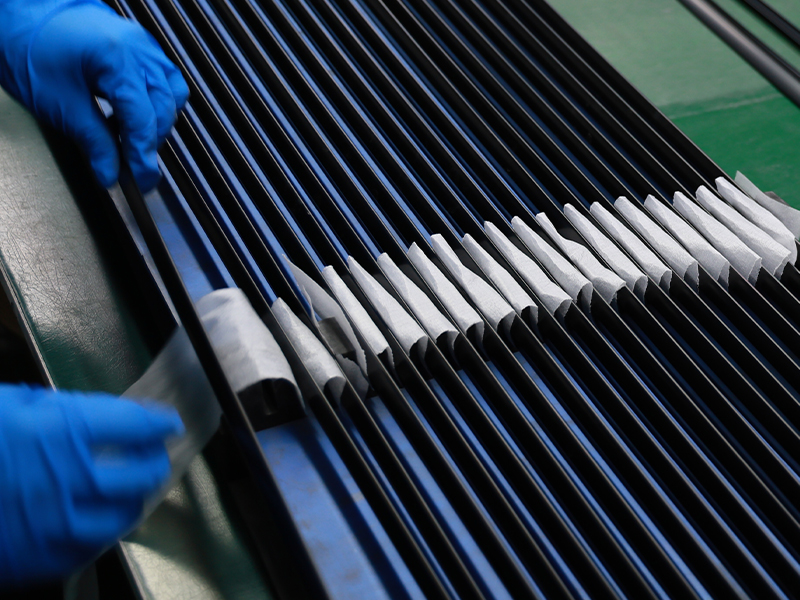
不同金属材质在进行粉末喷涂时,由于表面化学性质、导电性和热膨胀系数不同,需要控制的关键工艺参数也各不相同。以下是详细说明:
1. 钢材(碳钢、低合金钢)
表面处理:脱脂、磷化或钝化,去除油污、灰尘和锈蚀,提高附着力。
喷涂电压与粉末类型:一般使用标准静电喷涂电压,选用环氧或聚酯粉末。
涂层厚度:15–60 微米,根据防腐和装饰需求调整。
固化温度:通常 180–200°C,确保涂层充分熔融和固化。
2. 不锈钢
表面处理:化学蚀刻或活化,因不锈钢表面惰性,普通清洗不足以保证附着力。
喷涂电压:可能略高于钢材,以保证粉末吸附。
涂层厚度:控制在 30–50 微米,避免应力过大导致开裂。
固化温度:180–200°C,确保均匀加热。
3. 铝及铝合金
表面处理:阳*氧化或化学活化,提高附着力并防止剥落。
喷涂电压:需根据铝材导电性调整,确保粉末均匀附着。
涂层厚度:20–50 微米,避免厚度过大导致流挂或应力开裂。
固化温度:160–200°C,注意避免高温造成变形。
4. 镀锌钢
表面处理:去除油污和氧化膜,必要时进行轻磷化处理。
喷涂电压:根据镀锌层导电性调整电压,避免粉末积聚不均。
涂层厚度:15–50 微米,保证防腐效果且不影响镀层本身。
固化温度:180–200°C,但要兼顾镀锌层耐温性。
5. 综合工艺建议
表面处理到位:脱脂、去锈、活化或磷化是保证附着力的前提。
粉末类型选择:根据使用环境选择环氧、聚酯或混合型粉末。
喷涂电压和距离控制:根据金属导电性和工件形状调整,确保均匀附着。
涂层厚度与固化:厚度均匀、固化充分,避免起泡、流挂或局部剥落。
小批量试样验证:对关键零件先进行试喷,确认工艺参数和涂层效果,再批量生产。
总结:
不同金属材质粉末喷涂的关键在于 表面处理、喷涂电压、涂层厚度和固化工艺。严格控制这些参数,可以保证涂层附着力强、表面均匀、耐腐蚀性好,并延长使用寿命。